




 Play Video
Play Video









Sensor suppliers hint a lot at predictive maintenance, and develop new sensors to enable monitoring of mechanical components. “IO-Link” is a term that is often mentioned where sensors can give more information than just the presence or absence of an object. These sensors can detect whether a reflector has become damaged or polluted, for example.

Remote assistance hardware manufacturers come up with platforms where data can be stored and visualized.

The larger PLC manufacturers are working on software to better monitor the production and status of machines on a plant wide scale.

Consumers are becoming more demanding. We don’t only want to buy a product on a website, but also want to personalize this product. It will become important to be able to set up a production process flexibly.





PlantmatiQ knows its way in the (niche) world of graphic machines and machines in the plastic processing industry. For these machines -and for almost all other machines in other branches- we can follow a similar calculation when it comes to the question of replacing or overhauling a machine. For 1/3 of the price of a new machine, you can add another 10 great new machine years!
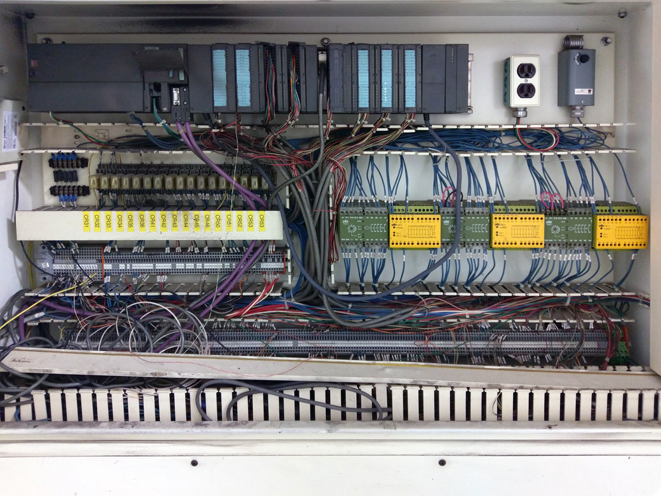
Every technician or production manager knows the problem: Over time your machine starts to falter, regardless how well it is maintained. This is because electronics last significantly shorter than the mechanical parts of a machine. To make matters worse, replacement parts may be no longer available, or only at high cost.
Extended lifespan
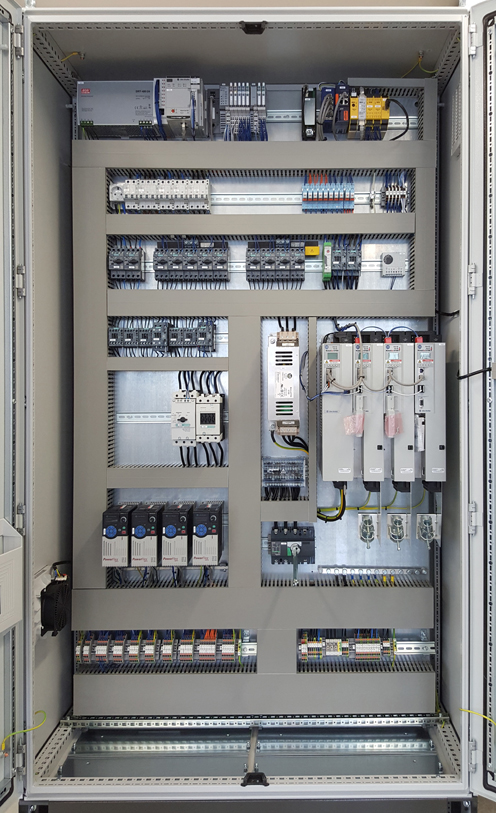
What to do? Do you invest in a new machine, or do you choose for an overhaul? Let’s figure this out: A new machine costs for example 600,000 euro. If you have your machine overhauled, you have spent 200,000 euro for a new operating system. That may seem costly. But let’s suppose you have bought a machine with a RIO of 10 years, and this machine has been producing for 15 years now. For 1/3 of the price of a new machine you can add another 10 years – or more.
Scan your machine
We will check the possibilities for extension of your machine’s lifespan, and present the results in our Upgrade Plan. With our Plan, you can check if an upgrade of your machine is an economically interesting option: What will be my benefits, and what are the costs to achieve this?
The costs for making this Upgrade Plan are on average 3,000 euro. This will be partially refunded if you choose to have it implemented by PlantmatiQ.

We have been hearing from different sources about the possibilities of IOT (Internet of Things) in the industry for quite some time now. However, the ideas about this are still not very concrete. Because everything moves faster than you think, the emphasis lies on looking forward anyway: Make sure your equipment is ready for the ‘ Fourth Industrial Revolution ‘.
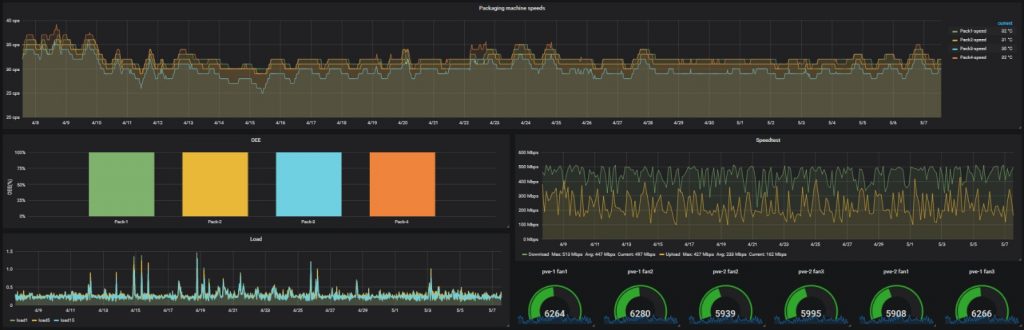
This Fourth Industrial Revolution is powered by the Interconnections of things. With smart sensors on a machine, we can use real-time data for maintenance, link production data to an ERP system, or a combined view of the status of every machine. But there are many more opportunities to optimize the output of your equipment.
At the moment, several kinds of solutions are available, like ERP integration or sensory for maintenance. Everyone is trying something, but everyone is trying something else. There is not yet a platform for hardware and software on which we can connect ALL data.
PlantmatiQ thinks like a system integrator: “combining production and maintenance data on one platform will be self-evident in the future”. Therefore, when updating your operating system, we explicitly consider all possible IIOT scenarios. Flexibility is standard.
Want to learn more about PlantmatiQ’s Upgrade Plan?
Our upgrade plan is a complete overview of both problems and solutions regarding your machine. In this program, we will analyze the functionality of the machine and research the upgrade options. At the end, you will be offered an outline of the machine’s current state, its potential, and the pay-offs of a control system upgrade.